Full Length Research Paper

ABSTRACT
Finding use for residues from felling operations has been a major focus on increasing volume recovery of harvested woody biomass. Strands and sawdust processed from left-over of Gmelina arborea residues recovered from the forest were used to produce cement bonded composites. Physical and mechanical properties of the boards were assessed showing the relationship between diverse variables such as density, wood strand and sawdust proportions. Three levels of mixing ratio and 5 levels of material blending proportion were adopted for the board formation, the mixing ratios of cement to wood material were 1:1, 2:1 and 3:1, while the wood materials were varied at 5 different levels: 100:0, 75:25, 50:50, 25:75 and 0:100 of strand to sawdust. The boards’ density recorded 800, 900 and 1000 kg/m3. Mean water absorption ranged from 16.88±10.28 to 56.36 ±11.70%, while thickness swelling ranged from 0.21±0.20 to 5.43±0.99%. The mean values for the mechanical properties ranged from 1988.35±92.26 to 6526.90±186.06 (N/mm2) for modulus of elasticity (MOE) and 1.03±0.59 to 5.90±3.76 (N/mm2) for modulus of rupture (MOR). The result indicated that board produced at the highest mixing ratio 3:1 and at 75:25 of material blending proportion of strand to sawdust had best physical properties value and highest strength properties value. The analysis of variance carried out showed that both mixing ratio and material blending proportion had significant effect on the water absorption and modulus of elasticity while only mixing ratio had significant effect on the thickness swelling and modulus of rupture of the board. The board produced can be used as an alternative to particleboard, solid wood, asbestos, etc., for construction works at the same time increasing recovery volume.
Key words: Strand, sawdust, Gmelina arborea, physical, mechanical properties.
INTRODUCTION
Wood, a natural product of biological origin made up of cellulose, hemicelluloses and lignin has been a major material of construction to man. The pre-historic man used it both as fuel and for primitive shelter and it contributed immensely to man’s survival. The pre-historic man-made composite materials were straw and mud combined to form bricks for building construction. Wood is a major raw material for cement composite board because it is readily available and its fibrous nature. Primary wood wastes are wastes from the forest, secondary wood wastes are post-industrial wood waste generated when wooden products such as furniture, cabinets and doors are made and post-consumer wood wastes which can include anything from construction and demolition debris to packaging (Sadiku, 2012).
In the present era of environmental consciousness, more and more material are emerging in construction, furniture and other sectors as substitutes for wood. Wide range of plastics, synthetic material, metals, etc., is being used to substitute wood. However, the real wood substitution and service to environment are possible if this material is sustainable as well as renewable. Efficient utilisation of plantation species, particles and fibres obtained from various lignocellulosic materials including agro wastes to develop panel product is thus certainly a rational and sustainable approach (Ogunrinde, 2012). Forest throughout Nigeria and the rest of tropical countries are diminishing at an alarming rate of 3.5% (about 350,000-400,000 ha) per annum in land coverage over the past 50 years in Nigeria (Oyebo, 2006). The natural forests are increasingly being depleted in Nigeria through indiscriminate extraction of economic trees and encroachment for other purposes such as large scale agriculture, urbanization and industrial development. In general, there are two types of forestry residues, primary forestry residues produced while harvesting timber, such as tree tops, branches and stumps, and secondary forestry residues produced during processing of forest materials or products, such as sawdust, bark and scrap wood. Less than 80% of the harvested trees during logging operation are taken away from the forest, the rest are left in the forest as residue. In Nigeria, forest industry, residue comprises nearly half the total wood volume. This coupled with the vast generation of waste during wood processing operations substantially reduce wood resource availability for industrial processing (Ogunrinde and Owoyemi, 2015). An ITTO study estimated that the timber industry in the Amazon generated 49.7 million m3 of waste per year, including 28 million m3 (57%) of logging residues and 20 million m3 (40%) in sawmills. Forestry generates about 9.83 million m3 of wood residues, comprising 5.1 million m3 of logging residues, 2.2 million m3 of primary manufacturing residues, 0.91 million m3 of plywood residues and 0.9 million m3 of secondary residues such as sawdust (Auke and Jaap, 1997). Any lignocellulosic waste matter can therefore be turned into boards through appropriate technology development. These approaches offer much simpler materials for future use in comparison to solid wood logs (Bratkorich and Gephart, 2000). Wood Strand Cement Board (WSCB), a class of recently-developed panels composed of long and thin wood strands bonded with Portland cement, it is less susceptible than plywood and OSB to severe weathering, fungal growth and insect attack. WSCB panels exhibit good durability, structural strength, resistance to fire, high resistance to rot, fungal decay and attack by termites and other vermin. Furthermore, they are easily nailable, exhibit excellent screw-holding capacity and can be easily coated or painted (Ogunwusi, 2012).
METHODOLOGY
Raw material procurement
The materials used for this study include harvesting residues of Gmelina arborea wood collected from the Forestry and Wood Technology Department Plantation in Akure. Ordinary Portland cement was purchased from fresh consignment from the local cement dealer, while the chemical additive (calcium chloride) was purchased from the Scientific Chemical Laboratory in Akure. Other equipment used include, caul plates, press, wooden mould of 350 × 350 mm, weighing balance, Vernier caliper, oven and freezer.
Material preparation
G. arborea strand were produced from fletched harvesting residues using surface planning machine and milled to strand lengths of 20 and 0.5 mm thickness while the circular sawing machine was used to produce the sawdust (Plates 1 and 2) after which the strand and the sawdust were pre-treated by boiling it in hot water for 30 min at temperature of 90°C according to procedure adopted by Ajayi and Fuwape (2005) to remove the inhibitory substances that may likely affect the setting of the cement used as binding agent. The strands and the sawdust were air dried for 14 days at the composite laboratory to attain moisture content of 12% approximately prior to use. A wooden mould of 350 mm × 350 mm was constructed which serves as the formwork for the mat formation. The materials are of two types and in 5 flake/sawdust blending proportion of 100:0, 75:25, 50:50, 25:75 and 0:100 and three levels of cement/material mixing ratio of 1:1, 2:1 and 3:1.


Board formation
The chemical additive used was weighed based on the percentage of the cement used (3% weight) in each sample and the water was calculated in accordance with method developed by Simatupang et al. (1991). The dry weight of the pre-treated strand and sawdust were taken differently and the weight of the binding agent (Ordinary Portland cement) used also was taken. The required quantity of additive used were dissolved in the required quantity of water; all were thoroughly mixed together with hand to form a uniform mix and then filled into the mould made from wooden frame of the required sizes placed on a metal caul plate and later covered with polythene sheets to enhance easy de-moulding and prevent the sticking of the board on the plate.
The boards were pre-pressed for easy laying to get a smooth and balanced density size board and later transferred to the cold press and press under a pressing pressure to form the required thickness (8 mm) for 24 h. The boards (350 × 350 × 8 mm) were later removed from the mould and conditioned for 28 days to allow for further curing of the boards. All sample boards were produced according to the chart in Figure 1. The procedure was repeated for different levels of mixing ratio and material blending proportion. The board produced was trimmed to sizes and later cut into sample size for laboratory investigation.

Conducted test
The density, water absorption and thickness swelling were examined according to ASTM D570-98 2005. Specimens were cut into size of 150 mm × 150 mm. The water absorption test samples were weighed first before soaking and the initial weight recorded. The tested samples were then placed horizontally in a large container of water. These samples were soaked in water for 24 h, thereafter boards were weighed using weighing balance to determine water absorption and thickness. Also flexural test (Modulus of elasticity and Modulus of rupture) were carried out according to ASTM C1225 (2005).
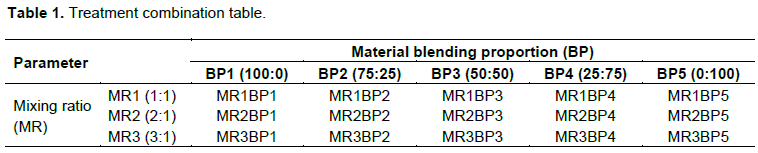
The experimental design used for this study was 3 × 5 factorial experiment in Completely Randomized Design, the combination of which gave 15 treatments as shown in Table 1 each with three replicates giving a total of 45 board samples for the study. The design for the experiment involved two variables; the first variable is the mixing ratio (factor M) at three levels of 1:1, 2:1 and 3:1 (that is, cement to material), the second variable is material blending proportion (factor B) at 5 levels of 100:0, 75:25, 50:50, 25:75 and 0:100 of strand to sawdust.
RESULTS AND DISCUSSION
Effects of production variables on board physical properties
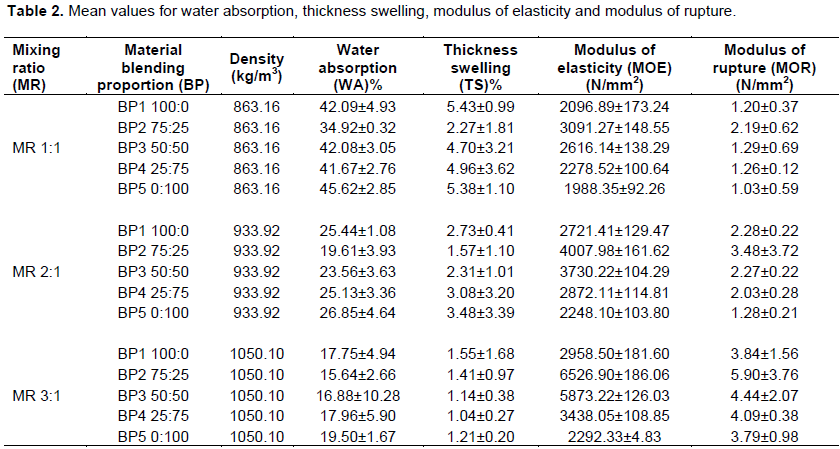
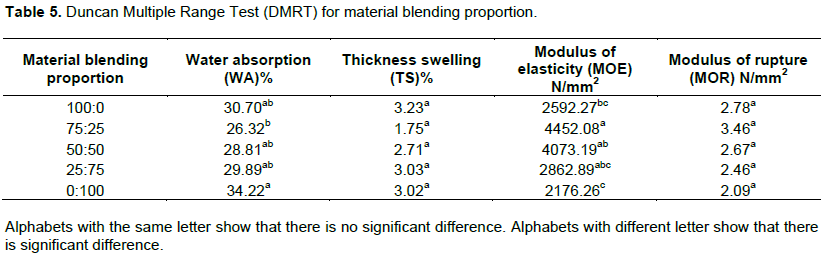
The density value ranged between 863.16 and 1050.10 kg/m3 from mixing ratio 1:1 to 3:1. The board produced at the highest mixing ratio of cement to material had the highest density value while the least density was produced at the lowest mixing ratio of cement to wood material 1:1. The analysis of variance showed that there was significant difference among the board density both at mixing ratio and blending proportion level. The mean value for water absorption after 24 h immersion in water as shown in Table 2 was between 15.64±2.66 and 45.62±2.85% for cement/material mixing ratio boards produced from the material blending proportion of 100% sawdust recorded the highest value as against the blend of 75% strand with 25% sawdust which had the least water absorption value, while for thickness swelling, it ranged from 1.14±0.38 to 5.43±0.99%. The results for the physical properties showed that board produced with the highest mixing ratio at 3:1 had the lowest value, the result was minimal compared to board produced from equal proportion of cement binder to material (MR 1:1). Analysis of variance carried out at 5% probability level to test for significant differences on the thickness swelling is presented in Table 3, the results showed that there was significant difference in the water absorption and thickness swelling at the mixing ratio level and material blending proportion level Duncan Multiple Range Test was used in the separation of the means at 5% probability level (Tables 4 and 5).


Wood density is considered to be the most important among wood characteristic because it determines to larger extent properties like water holding capacity and strength (Adedeji and Ajayi, 2008) and this is reflected in the properties of the board produced. As the board density increased, WA and TS decreased while the MOE and MOR increased, this indicated that board density has effect on the WA, TS, MOE and MOR. This is in agreement with the previous work by and Ajayi and Fuwape (2005) that board density also proved to have significant effect on the cement bonded board produced from agricultural waste. The water absorption and thickness swelling observed in this study showed higher values with increase in the quantity of sawdust in term of material blending proportion and decreased with increase in cement content in term of mixing ratio. These observations agreed with the findings of IKOB (2002) revealing that increase in cement content caused improvement in the physical properties of the board. All the boards produced from the mixture of strand and sawdust showed relatively high resistance to WA and TS compared to the one produced from pure strand and pure sawdust as shown in Figures 1 and 2 for both water absorption and thickness swelling. Similar trend or variation in the board has also been reported by Ajayi (2000).

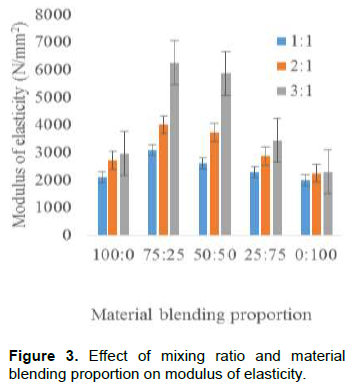
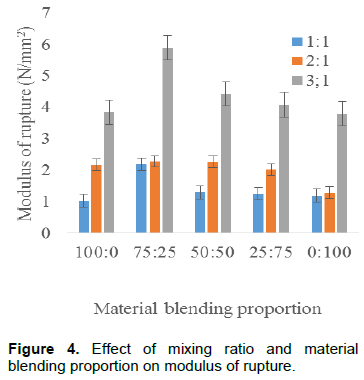
Effects of production variables on board flexural properties
The mean values for modulus of elasticity (MOE) and modulus of rupture (MOR) for the boards produced was between 1988.35±92.26 and 1.28±0.21 N/mm2 and 6526.90±186.06 and 5.90±3.76 N/mm2 for MOE and MOR for mixing ratio (Table 2). The response of the boards to elasticity showed that increase in mixing ratio of cement to the strand and sawdust (MR 1:1) to MR3 (3:1) and decrease in sawdust content in the material blending proportion from 100% of strand (BP1) to 100% of sawdust (BP5) showed increase in the modulus of elasticity of the board produced. The board with the highest MOE value was obtained from the highest mixing ratio of (MR 3:1) and material blending proportion of 75:25 (BP2). Figures 3 and 4 show the trend of MOE and MOR mean value. The result of the analysis of variance (ANOVA) in Table 3 showed mixing ratio and material blending proportion has significant effect on the MOE and MOR. The result of the follow-up test with Duncan Multiple Range Test (DMRT) carried out at 0.05 level of significance showed the effect of each level of mixing ratio and material blending proportion on MOE and MOR. Material blending proportion of board produced at 75:25 (strand: sawdust) proportion has the highest mean value while board produced at 100:0 (Pure sawdust) has the lowest mean value. Badejo (1989) in his study showed that strand geometry is highly correlated with board key properties, including MOE, MOR, internal bonding strength, etc. The extensive study of Semple and Evans (2004) confirmed this assertion that long strand particles rather than small particleboard flakes should be used when the aim is to produce boards of high strength. As there is a relationship between surface and volume ratio of particles, a greater surface area needs more adhesive for equivalent internal bonding development (Li et al., 2004). Ma et al. (2002) compared the MOE of boards containing strands of different thicknesses and reported that they showed slight differences. Owoyemi and Ogunrinde (2013) asserted that the flexural properties of a composites board are strongly correlated with board density.
CONCLUSIONS
Wood strand cement board (WSCB), a class of wood panel product composed of long and thin wood strands bonded with Portland cement compared favourably with particleboard, solid wood, asbestos and plywood in the construction of residential, industrial, commercial, and agricultural buildings. It is a versatile material that is suitable for both interior and exterior applications. This study provided an opportunity to increase the volume recovery of harvested tree through production of value added material like wood cement strand board and full utilization of all categories of waste by blending them together at different proportion to achieve targeted technical formulations. The boards produced showed relatively good resistance to water and high strength properties as a result of increased density.
CONFLICT OF INTERESTS
The authors have not declared any conflict of interests.
REFERENCES
|
Adedeji YMD, Ajayi B (2008). Cost-effective Composite Building Panels for Walls and Ceilings in Nigeria. Proceedings of IIBCC- 11th International Inorganic-Bonded Composite Conference, Madrid, Spain, Nov. 4th-7th. |
|
|
Ajayi B, Fuwape JA (2005). Influence of Additive Concentration and Wood Species on Dimensional Stability of Cement-bonded Flake-board. Journal of the Institute of Wood Science 17(97):34-40. |
|
|
Ajayi B (2000), Strength and Dimensional Stability of Cement-Bonded Flake board produced from Gmelina arborea and Leucaena leucocephala. Ph.D. Thesis in the Department of Forestry and Wood Techology, Federal University of Technology, Akure. |
|
|
American Society for Testing and Materials (ASTM) (2005). American Society for Testing and Materials. Annual Book of ASTM standards. 100 Barr Harbor Dr., West Conshohocken, PA 19428, ASTM D570-98, pp. 35-37. |
|
|
Auke K, Jaap K (1997). Agricultural and Forest Residues -Generation, Utilization and Availability. Regional Consultation on Modern Applications of Biomass Energy, 6-10 Jan. 1997. |
|
|
Badejo SOO (1989). Influences of Pre-treatment Temperature and Additive Concentration on the Properties of Cement-bonded Particleboard from Plantation-grown Tropical Hardwoods. Tropical Science 29:285-296. |
|
|
Bratkorich SM, Gephart JS (2000). Green dimensioning below grade red oak logs: A Minnesota case study. Forest Products Journal 50(2):65-68. |
|
|
Institute for Tests and Research of Building Materials (IKOB) (2002). Tests on Wood Strand Cement Board - EltoBoard. Testing report provided by Eltomation BV |
|
|
Li W, Shupe TF, Hse CY (2004). Physical and mechanical properties of flakeboard produced from recycled CCA-treated wood. Forest Products Journal 54(2):89-94. |
|
|
Ma LF, Yamaguchi H, Pulido OR, Sasaki H, Kawai S (2002). Production and properties of orientated cement-bonded boards from sugi, in Wood-Cement Composites in the Asia-Pacific Region, ed P.D. Evans, ACIAR Proceedings No. 107. Australian Centre for International Agricultural Research, Canberra, pp. 140-147. |
|
|
Ogunrinde OS, Owoyemi JM (2015). Sustainable Management of Nigerian Forest through Efficient Recovery of Harvesting Residues. ISROSET-International Journal of Scientific Research in Multidisciplinary Studies 01(02):2454-6143 |
|
|
Ogunrinde Y (2012). Flexural and Thickness Swelling Properties of Cement Bonded Ceiling Board from Waste Paper. B.Tech project, Dept of Forestry and Wood Technology. B.Tech project, Department of Forestry and Wood Technology. |
|
|
Ogunwusi AA (2012). The Forest Products Industry in Nigeria. International Multi-disciplinary Journal, Ethiopia 6(4):191-205 |
|
|
Owoyemi JM, Ogunrinde OS (2013). Suitability of Newsprint and Kraft Paper as Materials for Cement Bonded. International Journal of Chemical, Materials Science and Engineering 7(9):1063-1067. |
|
|
Oyebo MA (2006). History of forest management in Nigeria from 19th century to date. In: Ayobami T. S. (ed.), Imperatives of space technology for sustainable forest management. Proceedings of an international stakeholders' workshop sponsored by National Space Research and Development Agency held In Abuja, Nigeria between 27 and 28 March 2006, pp. 1-14. |
|
|
Sadiku N (2012). Physico-mechanical characterization of wood plastic composite produced from some tropical wood species, M.Tech project, Department of Forestry and Wood Technology, Akure. |
|
|
Semple KE, Evans PD (2004). Wood cement composites-Suitability of Western Australian mallee eucalypt, blue gum and melaleucas, RIRDC/Land and Water Australia/FWPRDC/MDBC |
|
|
Simatupang MH, Kasim A, Seddig N, Smid M (1991). Improving the bond between wood gypsum. Proceedings of the Second International Inorganic Bonded Wood and Fiber Composite Materials For Product Resources Society. Madison Wis. pp. 61-69. In: Moslemi AA. (Ed). |
|
Copyright © 2024 Author(s) retain the copyright of this article.
This article is published under the terms of the Creative Commons Attribution License 4.0