Full Length Research Paper

ABSTRACT
This research is aimed at producing alternative starch used for tablet binding from amura tuber. The microbiological load and physicochemical properties of native and modified amura starches were determined using plate counting method and standard method of BP. Amylose and amylopectin content of native and modified amura starches were determined using spectrophotometric method. Binding and disintegrant abilities of these starches were studied using paracetamol as a model drug. Paracetamol tablets were formulated by wet granulation method using NAS, AS, and EHS as binders. The tablet characteristics were evaluated using standard method of BP. The results of this study indicates that microbial and Fungi load of NAS, AS, EHS and MS range from 1 to 30 colonies forming unit (cfc/g). The swelling power and solubility of the starches were found to increase with temperature and the values are higher for EHS and AS. Also the NAS have crushing strength of (4.766 ± 0.152), AS (7.000 ± 0.500), EHS (3.900 ± 0.100) and MS (5.633±1.184) and are significant different at (p<0.05) while friability of NAS is (0.760 ± 0.068, AS (1.060 ± 0.121, EHS (0.556 ± 0040) and MS (0.873 ± 0.1007) and they are significant different at (p<0.05). The results of disintegration of the tablets indicate that EHS disintegrate faster than NAS, AS and MS. The results of dissolution of paracetamol tablets formulated with NAS, AS, EHS and MS at t50, t70 and t90 minutes are within range of 70%-97%. (quantity dissolved in 45 min ≥ 70% BP standard).
Key words: NAS = Amura Starch (Tacca involucrate), EHS = Enzyme hydrolysed Starch, AS = Acetylate Starch, MS = Maize starch, Amylose, Amylopectin, Paracetamol tablet and BP= British Pharmacopia.
INTRODUCTION
Starch is a natural biodegradable polymer of carbohydrate that consists of numerous glucose units joined by glycosidic bonds. Starch is the most abundant storage reserve carbohydrate in plants. It is found in plant organs, including fruits, seeds, root and tubers, where it serves as a source of energy during periods of dormancy and re-growth (Roper, 2002). Starch is named according to its plant source, e.g. cassava starch, potato starch, maize starch and rice starch. These groups of starches are distinctly different from each other with respect to their physical properties and chemical composition (Copeland et al., 2009).
Starch consists of two polymers of D-glucose: amylose, which has a straight chain linked by α [1→ 4] glucan, and amylopectin, which has a branch chains of α [1→ 4] linked glucoses arranged in a highly branched structure with α [1→ 6] branching links. The native starch granules consist of 98 to 99% of amylose and amylopectin content, with the rest comprising small amounts of lipids, minerals, and phosphorus in the form of phosphates esterified to glucose hydroxyls. The size of starch granules range from 1 to 100 µm diameter and shape of polygonal, spherical, lenticular, and can vary greatly in content, structure and organization of the amylose and amylopectin molecules, the branching architecture of amylopectin, and the degree of crystallinity (Lindeboom et al., 2004).
The molecular weight of amylose ranging from 105 to 106, corresponding to a degree of polymerization of 1000 to 10,000 glucose units less than 0.5% of the glucoses found in amylose are in α [1→ 6] linkages, resulting in a lower degree of branching. The larger polymer of amylopectin has a molecular weight of about 108 and a degree of polymerization that may exceed one million. Amylopectin of most starches range from 60 to 90%, although high-amylose starches, with little as 30% amylopectin, and waxy starches with essentially 100% amylopectin are well known. About 5% of amylopectin glucoses in α [1→ 6] linkages, giving it a highly branched, tree-like structure and a complex molecular architecture that can vary substantially between different starches with regard to length and placement of branches (Copeland et al., 2009).
Recently, a lot of attention has been given to starch and its derivatives mainly in the context of food, plastics and pharmaceutical industries. This is not only due to availability of starch but also due to ease with which its physicochemical properties can be altered through enzymatic or chemical modification and/or physical treatment (Newman et al., 1996; Steve, 2004).
However, it has been reported that when native starch is modified, it generally shows excellent paste clarity, better stability, increases resistance to retrogradation and increases freeze – thaw stability (Zheng et al., 1999). Citrate starch has also been reported as a resistant starch in food industry (Xie and Liu, 2004).
Starches are used as natural polymers for pharmaceutical applications; this remains attractive because they are cheap, readily available, biodegradable and capable of modification (Lawal et al., 2007; Yiu et al., 2008; Okunlola et al., 2010). The native starch is a white powder, odourless, tasteless, and is insoluble in cold water. Because of sub-optimal properties of native starches, modifications are efficient methods of improving their suitability as additives for pharmaceutical uses. Physical modification involved subjecting the starch to heat-moisture treatment and annealing, while chemical modification involves acid thinning, oxidation, hydroxyl propylation and acetylation (Adane et al., 2006).
In many cases the quality of formulation and bioavailability of drug from tablet is determining by the role of excipients present. Binders are non-active ingredient that added to tablet formulation to impart plasticity and thus increase the interparticulate bonding strength within the tablet (Oyi et al., 2009). The discovery of new excipients for potential use as binding agent in tablet formulations will continues to be of interest. Binders are agents employed to impart cohesiveness to the granules, this is because different binding agents can be used in achieving various tablet mechanical strength and drug release properties for several pharmaceutical purpose. This is to ensure the tablet remains intact during and after compression as well as improving the flowability and hardness of the tablet (Adebiyi et al., 2011).
The choice of a suitable binder for a tablet formulation requires extensive knowledge of the relative importance of binding properties such as swelling capacity, viscosity and water absorbing capacity of the binder for enhancing the strength of the tablet and also of the interactions between the various materials constituting a tablet (Rowe et al., 2009).
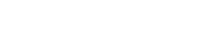
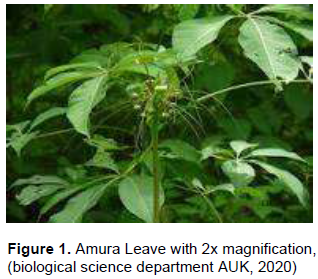
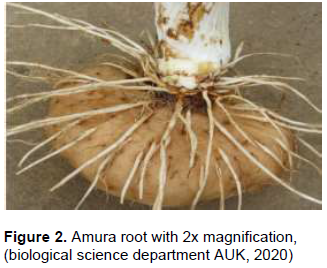
Amura plant (Tacca involucrata) is a crop found in the family of Taccaceae of the genus Tacca, the tubers are relatively hard and potato like, it is a major source of carbohydrate in Nigeria. The plant can produce 6 to 10 tubers weighing from 70 to 340 g, it has a maturity period of 4 to 5 months. The plant is wildly distributed in the rain forest and the savannah regions of the country. It is known as gbache in the North Central, amura in the North East, giginyar birii in the North West and aduro-susu in the South West (Zaku et al., 2009; Raji and Sindhu, 2000). Raw T. involucrata tubers and starch have been used for the treatment of vomiting and diarrhea in traditional Hawaiian communities shown in Figure 1 to 3 (Nep et al., 2013).
Annually 20 million MT of these plants grow wild in Nigeria. Starch from the plant has shown outstanding physico-chemical properties and utilization as a disintegrant in tablet formulations (Kunle et al., 2003). The starch yield is about 30% and the tuber is non-competitive as an edible crop (Zaku et al., 2009).
Root and tuber crops produce edible, fleshy underground storage organs which are rich in starch, sugar and varying amounts of other nutrient. They constitute the major sources of daily carbohydrate intake and serves as source of starch for industries. There is avalanche sources of starch for commercial use, however there is over dependence on corn starch. Corn starch account for about 80% of the world’s sources of starch for industrial application most of which is produced in the United States of America and China. Over dependence on corn starch in both food and non- food industries has placed great pressure on the supply chain. To this effect, there is need for further research on starches from other sources such as amura plant to reduce the over dependence on corn starch, importation and cost in pharmaceutical industry (Zeng et al., 2016).
Presently, amura plant is not included among the most common sources of industrial starch which is provided by corn (Zea mays), potato (Solanum species), wheat (Triticum species), tapioca (Manihott species) and rice (Oryza sativa). One of the problems facing industrial application of this non-official starch is the lack of adequate information on the physiochemical, fundamental and derived properties of the starch. This research is designed to characterize, evaluate and modify this starch isolated from amura plant.
The aim of this research is to develop an alternative binder for tablet formulation from amura starch (Adetunji et al., 2006).
MATERIALS AND METHODS
Study area
The study was conducted between November, 2017 and August, 2018 in Bida local government area of Niger State. Bida is the second largest city in Niger State with an estimated population of 178,840 (2007). It is located southwest of Minna, capital of Niger State. Niger State is situated in the north-central geopolitical zone of Nigeria. It is the largest state in Nigeria with a vast land mass of 86,000 km2; approximately 8.6 million hectares constituting about 9.3% of the total land area of the country. Lying on latitude 3.20° East and longitude 11.30° North, the state shares a country border with the Republic of Benin (West) and state borders within Nigeria. This includes the Federal Capital Territory (FCT) on the South-East, Zamfara (North), Kebbi (North-West), Kwara (South-West) and Kaduna (North-East) with a total population of 3,954,772 (2006 population census).
Identification and collection of amura tuber
Fresh tubers of amura plant, T. involucrata were collected from Washi village, Bida local government area of Niger State. The tuber was identified by the Department of Biological Sciences, Ibrahim Badamasi Babangida University, Lapai, Niger State, Nigeria.
Extraction of amura starch
Extraction of starch from amura tuber was carried out using method described by Linus (1995). The fresh harvested amura tubers were washed with distilled water and peeled; 2 kg of the tuber were weighed and cut into smaller pieces, washed again and then grated. The grates were reduced into fine pulp using a Kenwood smoothie SB266 blender. 10 L of distilled water was poured into the pulp, thoroughly mixed and passed through a Calico cloth sieve with the addition of more water to ensure good recovery of starch.
The starch was allowed to settle very well for 2 h and the excess water was removed, the residual starch was washed several times with 0.1 M sodium hydroxide to neutralize the slightly acidic nature of the starch. Excess alkali was removed by washing the starch several times with distilled water to bring pH 6.0. A suspension of the starch in distilled water was centrifuged and the supernatant fluid decanted. The brown (protein) layer was scraped off and the tightly packed starch was collected and spread on a tray to dry for 24 h, under the shade. After which it was dried in the oven (Gallenkamp BS size 3, England) at 40°C for 6 h. The dried starch was reduced in size and passed through 1.8 mm sieve size. The percentage yield was calculated from the initial and final weights obtained.

Microbial load of the extracted starch
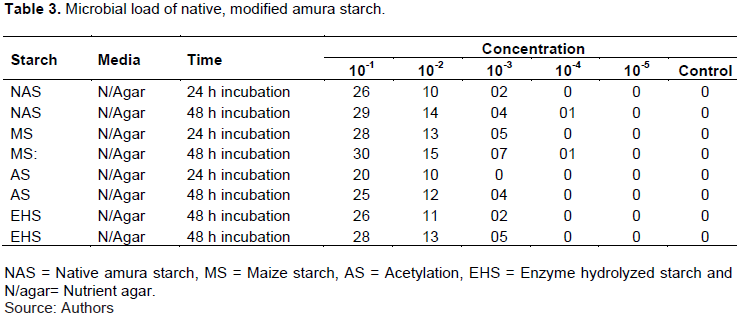
In pharmaceutical dosage formulation, the total microbial load is an important parameter, which decides the suitability of a substance to be used as an excipient. According to British Pharmacopoeia, for synthetic and semisynthetic substances, the total aerobic count should not exceed 100 colonies forming unit (cfu) per gram and the total fungal count (including yeast and moulds) should not exceed 50 cfu/g. However, for excipients from natural origin, the total aerobic count should not exceed 1000 cfu/g and the total fungal count should not exceed 100 cfu/g.
Preparation of medium for bacteria and fungi
Nutrient agar and sabourad dextrose agar (28 and 65 g) were weighed, respectively and dissolved in 1000 ml of distilled water and sterilized using autoclave at 121°C for 15 min. 10 ml of the sterilized media was dispensed into five different test tubes, respectively. 1 g of the starch sample were weighed and dissolved inside the test tube containing 10 ml of sterilized media before serial dilution was carried out in the following concentration 10-1, 10-2, 10-3, 10-4, 10-5. 1 ml from each of the dilution was introduced into 9 mm diameter Petri dishes, respectively, and then 10 ml from each of the media were poured into the Petri dishes and allowed to solidify. The Petri dishes were then incubated at 37°C nutrient agar for 1 to 2 days and sabourad dextrose agar at 25°C for 3 days. On the 2nd and 3rd day, the plates were examined for microbial and fungi contamination and number of colony forming units (cfu) were counted using stuart scientific colony counter (British Pharmacopoeia, 2015).
Preparation of acetylated starch (AS)
Sathe and Salunkhe (1981) method was adopted. Native amura starch (100 g) was dispersed in 500 ml of distilled water and stirred magnetically for 20 min. The pH of the slurry obtained was adjusted to 8.0 using 1.0 M NaOH. Acetic anhydride (10.2 g) was added slowly to the mixture while maintaining a pH range of 8.0 to 8.5. The reaction proceeded for 5 min after the addition of concentrated acetic anhydride. The pH 8.0 of the slurry was finally adjusted to 4.5 using 0.5 M HCl. It was filtered, washed four times with distilled water and air dried at 30±2°C for 48 h (Olorunsola, et al. 2011).
Preparation of enzyme-hydrolyzed starch (EHS)
The production of EHS was done using the method described by the World Intellectual Property Organization (WIPO, 1997). An aqueous suspension of starch (40% w/v) was brought into a double-walled reaction vessel under optimum pH 6.0 and temperature 37°C. The reaction was allowed to proceed for 1, 2, 3, 4, 5 and 6 h with the dosed enzyme (15 ml of amylase extracted from maize) and constant stirring using electronic stirrer machine (Muhamedbegovi?, et al. 2012)..
Afterwards, the action of the enzyme was terminated by lowering the pH to 2.5 with 0.1 M HCl. The reaction medium was subsequently neutralized by raising the pH to 7 using 0.1 M NaOH. The resulting product was separated from the reaction medium after settling down. It was washed several times with distilled water and then dehydrated with 100 ml of ethanol (95% v/v). The dehydrated product was air dried and powdered after decanting the ethanol. The percentage yield was calculated from the initial and final weights obtained.

Physicochemical tests on the starch
Physical properties of starch
Physical properties of starch such as taste, color, odor and texture were determined using physical identification method (Lee et al. 2015).
Iodine test for starch
This was carried out using the method described in B.P. (2015). 1 g of the starch was suspended in 50 ml of distilled water. It was boiled for 1 min and cooled. To 1 ml of the mucilage, 0.05 M of iodine solution was added and absorbance was measured at 625 nm using 6508 Jenway UV/Vis spectrophotometer.
Acidity test
Amura starch (10 g) was weighed and added to 70% v/v alcohol which was neutralized previously using phenolphthalein solution as indicator. The mixture was then shaken for an hour, filtered and 50 ml of the filtrate was titrated with 0.1 M NaOH solution. The same procedure was repeated for enzyme hydrolysed starch, acetylated starch and maize starch. The titration was carried out in triplicate and the mean value was considered.
Determination of pH
Amura starch (50 g) was weighed into 15 ml distilled water and was mixed properly. The mixture was poured into boiling distilled water to make up to 100 ml of slurry. The slurry was allowed to cool. Using a Blue line digital pH meter (Schott CG8842/14pH), the pH of the slurry was measured and the values were recorded in triplicate and the mean value was considered as the starch pH.
Solubility
Two grams of each sample native amura starch, maize starch and enzyme hydrolyesd starch were dispersed in 10 ml of cold water and hot water and left overnight. 5 ml of the clear supernatant solution was taken and heated to dryness over a water bath. The weight of the dried residue with reference to the volume of the solution was determined accordingly as the percentage solubility of the starch in the solvent.

Percentage of moisture loss
Five grams of the starch was weighed and dried to constant weight at a temperature of 105°C. The loss in weight was determined and expressed as percentage moisture content.

where W1 = initial weight and W2= final weight.
Determination of starch density
Bulk density (BD)
Fifty grams each of individual starches were poured through a short-stemmed glass funnel into a 200 ml graduated glass cylinder and the volume occupied by the starch/granules was read and the bulk density calculated.

Tapped density (TD)
Graduated cylinder containing each of the starch powder was dropped on a bench 50 times from a height of about 20 mm and the respective volumes recorded. Same was done for maize starch powder and the tapped density was then calculated in g/ml.

Carr’s index (CI)
The difference between the tapped and bulk density divided by the tapped density was calculated and ratio expressed as a percentage.

Hausner’s ratio (HR)
The ratio of tapped density to bulk density was calculated for all the starches.
where HR = Hausner’s ratio, TD = tapped density, BD = bulk density and CI = Carr’s index.
Determination of starch swelling capacity
The method described by Daramola et al. (2006) was used to determine the swelling capacity. The starch sample (0.1 g) was weighed into a test tube and 10 ml of distilled water was added. The mixture was heated in a water bath at a temperature of 50°C for 30 min with continuous shaking. In the end, the test tube was centrifuged at 1500 rpm for 20 min in order to facilitate the removal of the supernatant which was carefully decanted and weight of the starch paste taken. The swelling capacity was calculated as follows:

This was carried out over a temperature range of 50 to 100°C.
Determination of viscosity of starch mucilages
The viscosities of the starch mucilages at different concentrations were determined by rotational viscometer (KINEMATICA, AG, Type Viscostar + L, Switzerland) using spindle number 4 at shear rate of 20 rpm at room temperature. Native starch, acetylated starch and enzyme hydrolyzed starch mucilage were prepared by suspending an appropriate 10 g of the starches in an equal weight of distilled cold water to form slurry. Then 250 ml boiled water was added to the slurries and the resulting mixture was heated to about 70°C on a thermostated water bath till translucent mucilage was formed. Slurries of native starch, acetylated starch and enzyme hydrolyzed starch were prepared by reconstituting the appropriate amount of starches in cold water.
Determination of gelatinization temperature of starch
This was evaluated using the method of Attama et al. (2003). 1 g of the starch sample was put in a 20 ml beaker and 10 ml of distilled water was added. The dispersion was heated on a hot plate. The gelatinization temperature was then read with a thermometer suspended in the starch slurry.
Determination of browning and charring temperature
The method of Builders et al. (2001) was used. Some of the starch sample was put into a capillary tube, the browning and charring temperatures were determined using a melting point apparatus with model name Electrothermal 9100.
Determination of amylose/amylopectin content of the starch
Amylose content of the starches was determined by following the method of Williams et al. (1970). 20 mg of starch sample was weighed into 100 ml volumetric flask and 10 ml of 0.5 M KOH was added to it. The suspension was thoroughly mixed and diluted to the mark with distilled water. An aliquot of this solution (10 ml) was pipetted into a 50 ml volumetric flask and 5 ml of 0.1 M HCl was added followed by 0.5 ml of iodine reagent. The volume was diluted to 50 ml and the absorbance was measured at 625 nm 6508 jenway UV/vis spectrophotometer. The measurement of the amylose was determined from a standard curve developed using amylose and amylopectin blends.
Formulation studies
The native starch, acetylated and enzyme-hydrolyzed starch were used to formulate paracetamol tablets using the wet granulation and direct compression method (Table 1).
Preparation of granules
Binding agent preparation steps:
(1) 2.08 g of gelatin was soaked in demineralised water for 30 min.
(2) 0.125 g of sodium methyl paraben and sodium propyl paraben was added to 70 ml boiling demineralised water stirred till it dissolved completely.
(3) The soaked gelatin was added to boiling demineralised water with constant stirring until uniform gelatin solution is achieved.
(4) The slurry of 13.69 g of amura starch was prepared in 30 ml of demineralised water in clean vessel and the boiling gelatin solution from step 3 was added with stirring into the slurry until uniform consistency paste is achieved.
Dry mixing and granulation:
(1) 250 g of paracetamol powder, 23 g of amura starch and 1.25 g of colloidal silicon dioxide were transferred into the Rotary mixing granulation and mixing was done at slow speed of 20 m revolution/min for 7 min.
(2) Fresh starch-Gelatin paste was added to dry mixing materials in the Rotary mixing granulation with continuously mixing at slow speed until granules of required consistency is achieved.
(3) The wet granules is collected in bowl and passed through 12 mm sieve mesh to obtain granules uniformity.
(4) The sieved wet granules are air dried for 5 min and oven drying at 60°C for 45 min. It continued dry until the moisture content of the dried granules is not more than 2.5%
(5) The dried granules is collected into a polythene bag and loaded into octagonal blender with addition of 2 g of amura starch, 3 g of magnesium stearate, 3.5 g purified talc and 1.5 g sodium starch glycollate. The lubrication was done at slow speed of one revolution per minutes for 5 min.
(6) The blended granules are unloaded from the octagonal blender and transferred into polythene bag ready for compression.
Compression of tablets
For evaluation of the starches (native starch, acetylated starch and enzyme hydrolyzed starch) as binder and disintegrant, paracetamol granules was compressed at a 70N fixed compression force (adjusted to give tablets with a crushing strength greater than 70 N) on eccentric tablet machine (EKO Korsch, 8410-68, Berlin, Germany) which was fitted with 10 mm diameter flat-faced punches. Target tablet weight was 580 mg. The tablets were kept for 24 h at room temperature in glass containers before their properties were evaluated shown in Figure 4 to 7.
Evaluation of tablets
Weight and thickness
From each formulation, 20 tablets were randomly selected and weighed individually on an analytical balance (Mettler Toledo, PR 203, Switzerland) and then the average weight and standard deviation were calculated. Tablet thickness was measured using sliding caliper scale (Nippon Sokutei, Japan).
Hardness of the tablets
Ten tablets were taken from each batch and the crushing strengths of the tablets were determined using hardness tester (Schleuniger, 2E/205, Switzerland). Each tablet was placed between two anvils and force was applied to the anvils, and the crushing strength that just caused the tablet to break was recorded (Alderborn, 2002).
Friability
Twenty tablets were lightly dusted and collectively weighed using the electronic balance (Saulter Karl Kolb, Germany). They were transferred to a friability test apparatus (DBK 5020/7 Instruments, Mumbai-60) set to rotate at 100 rpm for 4 min. The tablets were removed from the friabilator, dusted and reweighed. From the two weight values, the friability (%) of each batch of tablets was calculated by the equation:

Disintegration of the tablets
The disintegration characteristics of the tablets were determined according to the British Pharmacopoeia (2015), Adentunji et al. (2006) and Ibezim et al. (2008). The disintegration times of the tablets were obtained in distilled water at 37 ± 0.5°C using the disintegration testing apparatus (Erweka ZT500) in triplicate. Six tablets were selected at random from each batch placed in a cylindrical tube basket and supported on the wire mesh just above the surface of the water and the apparatus was started. The tablets were kept in contact with distilled water in the tube and the time taken for all the tablets to disintegrate and go through the wire mesh was recorded.
Dissolution test for the tablets
The dissolution test was done according to the United State Pharmacopoeia specification using dissolution apparatus Type II (ERWEKA, DT600, Germany), with 900 ml of 2M phosphate buffer (pH 5.8) as the dissolution medium at 37 ± 0.5°C which was stirred with rate of 50 rpm. 5 ml of aliquots of the dissolution medium were removed at 50, 70, and 90 min and filtered using Whatman No.1 filter paper. Equal amount of fresh medium kept at the same temperature was transferred into the dissolution vessel to keep the sink condition. 1 ml of the filtered samples was diluted to 100 ml and absorbance readings were taken with UV/Visible spectrophotometer (JENWAY, 6505, England) at 257 nm. 2M Phosphate buffer (pH 5.8) was used as a blank (Alderborn, 2003).
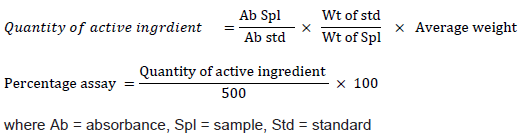
Determination of percentage assay
Paracetamol standard preparation
500 mg of paracetamol standard was accurately weighed and dissolved in 15 ml of methanol and shaken well. Then 85 ml of water was added to it to adjust the volume up to 100 ml (100 ppm). From that 5 ml was taken and volume was adjusted up 50 ml with diluents (Attama et al., 2003).
Test sample preparation
Tablets (20) were weighed and powdered. The powdered tablet equivalent to 500 mg of paracetamol was weighed and taken into 100 ml volumetric flask then 15 ml of methanol was added and shaken well to dissolve it after that 85 ml of water was added to adjust the volume up to 100 ml. From that 1 ml of solution was withdrawn and taken in 100 ml volumetric flask. The volume was adjusted with diluents up to 100 ml. The absorbance was measured of 257 nm using UV/Vis 6050 double beam spectrophotometer with matched quartze cell (1 cm) (British Pharmacopeia, 2015).
Observation
Immediately the absorbance of the test solution and standard solution at 257 nm were measured.
Statistical analysis
The means (at least three replicates) and standard deviation were determined for all parameters. A commercial software program (Minitab ver. 15 English) was used to evaluate by one-way analysis of variance (ANOVA) to determine differences in mean values based on data collected from replications of each measurement. Statistical significant differences (p < 0.05) were evaluated using the Tukey multiple comparison procedure.
RESULTS AND DISCUSSION
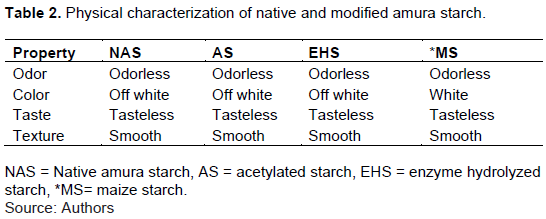
The results in Table 2 show that the properties of odor, color, taste and texture for native amura starch (NAS) were retained after enzyme and chemical modification. This implies that the modification did not impact on the listed physical properties of the NAS. This result is similar to those results of standard maize described by British Pharmacopeia (2015).
The results in Table 3 show that the total aerobic/anaerobic count from extracted amura starch and maize starch after 24 and 48 h incubation were below 100 colonies forming unit per gram of the sample. The British Pharmacopeia (2015) specified that for starch to be used as an excipient in pharmaceutical dosage formulation, the total aerobic count should not exceed 100 colonies forming unit (CFU) per gram for synthetic and semi-synthetic substances and for excipient from natural origin such as amura starch, the total, aerobic count should not exceed 1000 colonies forming unit per gram. This implies that the results of microbial load of the amura starch passed the microbial test as specified by British pharmacopeia (2015), since the microbial load of the native and modified amura starch is less than the specification of 100 colonies forming unit per gram; therefore, the starch is suitable for use as a binder and disintegrant in tablet formulation. The results also agree with the results of Ramu et al. (2010), who evaluate the microbial load of Abelmoschus starch as tablet disintegrant in which the microbial load of the Abelmoschus starch was less than that of specification.
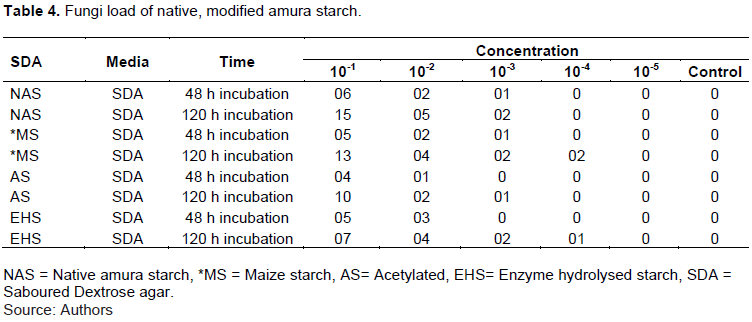
The results in Table 4 show that the total fungi count from native and modified amura starch after 48 and 120 h incubation were below 50 colonies forming unit (cfu) per gram of the sample as specified by British Pharmacopeia (2015) which stated that for starch to be used as an excipient in pharmaceutical dosage formulation, the total fungi count for synthetic and semi-synthetic substances should not exceed 50 colonies forming unit (cfu) per gram and for excipient from natural origin, the total fungi count should not exceed 100 colonies forming unit per gram of the sample which include yeast and mould. This implies that the results of fungi load from extracted amura starch has passed fungi test as specified by British Pharmacopeia (2015), since the fungi load of the native and modified amura starch is less than specification (50 colonies forming unit per gram) the starch can be used as a binder and disintegrant in tablet formulation. The results is similar to the results of Ramu et al. (2010), who evaluate the fungi load of Abelmoschus starch as tablet disintengrant in which the fungi load of Abelmoschus starch was less than specification.
The results in Table 5 show that the values of the bulk density obtained for EHS is significantly higher than those obtained for NAS, AS and MS, respectively at (P≤5%). The tapped density is usually higher than the bulk density (Apeji, 2010), and this is because of diminished void spaces as a result of a change in bulk volume and this was produced by a rearrangement of packing geometry of the particles resulting in a tightly packed powder bed. The bulk density of a powder is dependent on particle packing and changes as the powder consolidates and a consolidated powder is likely to have greater starch strength than a less consolidated powder and may therefore be more resistant to flow. Hence, rapid consolidation is essential for uniform filling of tablet machines (Aulton, 2007). The results from this study show that NAS, AS and MS consolidate less easily than EHS. Therefore, EHS has greater starch strength, more resistant to flow and essential for uniform filling of tablet machines than NAS, AS and MS. The result is similar to that of result reported by Esezobo (1986) on bulk and tape density on evaluation of sweet potato starch as a binder and disintegrant for paracetamol tablet but different from the result of bulk density obtained from Plectranthus esculentus starch by Nep et al. (2013) which have a lower value of bulk and tape density in both native and modified Plectranthus esculentus starch when compared.
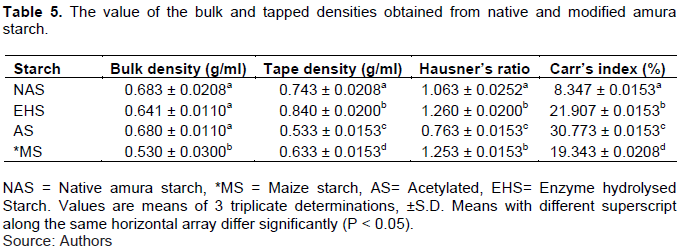
The Hausner’s ratio and Carr’s index give preview on the degree of densification, which could occur during tableting, the lower the Hausner’s ratio, the lesser the tendency for densification to occur. As the values of these indices increase, the flow of the powder decreases (Staniforth, 1996) and more likelihood of producing tablets with more weight variation (Olayemi et al., 2008). Hausner’s ratio (HR) of less than 1.25 indicates good flow while greater than 1.5 indicates poor flow (Aulton, 2007). EHS has Hausner’s ratio of 0.76, NAS has 1.09. This is an indication that EHS has better flow property than MS which has HR 1.24 and AS which has HR of 1.28. Hausner’s ratio of all the starches fall within range except AS which value is above the range, hence they all have good flow in the ranking order EHS < NAS < MS<AS. The results indicate that both MS and AS densified more than EHS and NAS (Magnus and Anthony, 2002). When compared with result of Hausner’s ratio reported by Muazu et al. (2011) on Kaffi potato starch which has Hausner’s ratio above 1.2, this result shows that starch from amura tuber is a good excipient than the starch from Kaffi potato in term of flowability and compressibility.
Carr’s index (CI) is a simple parameter that can be determined with small quantities of powder and it was developed to evaluate the flowability of powder. EHS has CI of 30.76% which can be said to be a good type of flow while NAS has 8.33%, AS has 21.92 and MS has 19.35% which can be said to have excellent types of flow (Aulton, 2007), when compared with result of Carr’s index of Muazu et al. (2011) on Kaffi potato starch which indicates Carr’s index above 23% resulting to poor flow or poor compressibility. The indices of compressibility (CI and HR) give a measure of the ability of a material to be reduced in volume under pressure and the indication of the likely flow behavior of granules when subjected to compression forces to form compact mass (Gideon et al., 2011). This means that amura starch may have a better flowability and compressibility properties than other starches such as Kaffi potato starch.
The results in Table 6 show the percentage yield of NAS, the percentage yield of starch obtained from T. involucrata tubers was 30.11% w/w and the percentage yield of the EHS after 6 h of enzymatic hydrolysis was 27.25% w/w as shown in Table 6. This may be related to the fact that enzymatic hydrolysis is specific in nature and it produces fewer by-products when compared with acid hydrolysis (Aiyer, 2002). The processes and conditions of enzymatic hydrolysis are milder and much simpler when compared with acid hydrolysis.
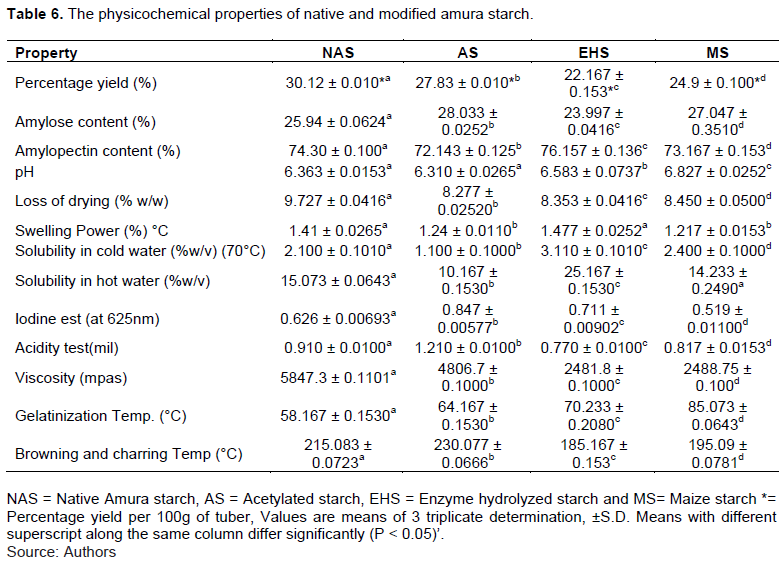
The result of amylose and amylopectin content of the NAS, AS, EHS and MS are shown in Table 6. The amylose content of the starches ranges from 24 to 28% amylose. The high value of amylose content observed in AS is due to the presence of acetyl groups that has been reported to interfere with the functioning of amylose and amylopectin fractions of starch, which affects the absorption of iodine during amylose estimation thereby leading to increase in the value of amylose content. The amylose content obtained from the starches in this study is in good agreement with amylose values previously reported on maize starch by Moorthy (2002), which range from 15 to 25% but slightly different from the amylose value reported on Kaffir potato starch which range from 19 to 24% by Oduro et al. (2000).
The results in Table 6 show that the moisture content for NAS, AS, EHS and MS did not exceed the limit of 15% as specified in the British Pharmacopeia (2015). EHS has the least value (8.25%) and NAS has the highest value (9.74%) and compared favorably with the standard maize starch which has (8.45%). The lower moisture content of native and modified amura starch indicates that they are less prone to microbial and fungi attack, less likely to interact with drugs that are moisture sensitive and more likely to absorb water to facilitate disintegration. Moisture content is a very important physicochemical property in dosage formulation; it plays a vital role in tablet formulation as it affects other properties of a material such as flow property and stability of a product.
The solubility of both native and modified amura starches shows that rise in the temperature to 70°C resulted in over 10 fold increases in solubility. This might be due to the fact that the starch contained a high amount of small size starch molecules and some big and small holes appeared on the surface of the starch granules.
Upon swelling, the surface holes may allow a number of the small starch molecules to leach out into the water (Balasubramanian et al., 2011). This is in line with the results of Marchquin (2013), who studied the effects of heat on the solubility of native and modified sweet potato starch at 95°C. Having the following results, NSPS 16.13%, HMSPS 20.25%, AMSPS 13.80% and EMSPS 15.19%, this has also show that both native and modified amura starch has a better solubility than the native and modified sweet potato starch at temperature below 90°C.
Gelatinization temperature of native and modified amura starches are shown in Table 6. The gelatinization temperatures were all within specification. Gelatinization is the process whereby starches undergo an irreversible change under heat and absorb water with swelling thereby making the granules swell more and become a paste rather than a dispersion which it forms in cold water. The NAS was observed to have a gelatinization temperature of 58.0°C and AS have gelatinization temperature of 64.0°C which falls below the range of gelatinization temperatures commonly observed for starches. EHS and MS have gelatinization temperature of 70.0 and 85.0°C which falls within the range of gelatinization temperatures commonly observed for starches. These results showed that NAS can easily be converted into sugar because of its low gelatinization temperature when compared with gelatinization temperature of standard maize and can be used in other food industry apart from pharmaceutical industry such as production of fructose syrup. These results also agreed with the result of gelatinization of temperature of Kaffir potato starch studied by Muazu et al. (2011), in which the gelatinization temperature of Kaffir potato starch is 66.67°C which is similar to the value obtained from native and modified amura starch.
The pH of NAS, AS and EHS was slightly acidic and statistical similar (6.363±0.0153a), (6.310±0.0265a) but significantly different at P<0.05 when compared with EHS (6.583±0.0737b) and MS (6.827±0.0252c) which is also slightly acidic. The British Pharmacopeia (2015) indicated that maize starch (MS) is a weak acid. The pH is an indicator of the degree of acidity or alkalinity of substance; it is also necessary that the pH of a starch is near neutrality for it to be suitable for dosage formulation.
The results of swelling power of NAS and modified AS and MS shown in Table 6 (NAS) had swelling power of 1.42%. The swelling power of AS (1.35%) was higher than EHS (1.23%) and MS (1.26%). Swelling power of starch depends on the capacity of starch molecules to hold water through hydrogen bonding and is influenced by a strong micellar network of amylopectin molecular structure and amylose content (Mitsunaga and Kawamura, 2005). The increase in swelling power of NAS observed can be attributed to increase in long chains of amylopectin and decreasing amylose content and this is similar to reports by Sasaki and Matsuki (1998) and Srichuwong et al. (2005). The reduced swelling capacity of AS and EHS indicates increase in starch crystallinity which restricted the percolation of water within the starch matrices (Hoover and Manuel, 1996).
The results of viscosity of NAS, AS, EHS and MS are shown in Table 6. The NAS showed the highest viscosity with 5847.20 mps, followed by AS with 4806.60 mps, EHS with 2481.90 mps and MS with 2488.65 mps. The high viscosity of NAS is due to high level of amylose content present in the starch when compare with maize starch whose amylose content is less. The result also shows that there is decrease in the starch viscosity after modification due to the decrease in amylose content of the starch. Therefore, the starch is not only good for pharmaceutical dosage formulation but is also good in food industry, especially the industry where the viscosity of a starch is required such as food industries. These results are similar to previous work done by Thiewes and Steeneken (1997) on viscosity profile of Dioscorea oppositifolia (Chinese Yam).
The values of the weight of paracetamol tablets formulated with NAS, AS, EHS and MS range from 565 to 625±5% mg. The values are within the acceptable limits of British Pharmacopeia (2015) for the respective weight of the tablets. The British Pharmacopeia specification states that for tablet weights >500 mg, ± 5% weight variation is allowed. This means that all the tablets formulated with NAS, AS, EHS and MS as a binder passed the weight uniformity test when compared with the result of uniformity weight of the tablet formulated with cassava starch. The uniform filling of the die cavity was as a result of good flow properties of the granules and was also enhanced by the addition of Glidant.
The crush strength is an index used to measure tablet hardness. Tablets are held together by binders that act through Van der Waal’s forces of attraction, frictional and mechanical forces, and forces due to the formation of solid bonds. The results of crushing strength of tablets formulated with NAS, AS, EHS and MS are shown in Table 7. NAS has crushing strength of 4.766±0.15, AS has 7.00±0.50, EHS has 3.900±0.10 and MS has crushing strength of 5.633±1.184. AS has the highest crushing strength while and EHS has the lowest crushing strength when compared with crushing strength of NAS and MS. However, there is significant difference in the mean value of the crushing strength of NAS, AS, EHS and MS at P<0.05. This results also showed that the value of crushing strength of all the batches are within the limit specified by British Pharmacopeia (2015) which state that the crushing of tablet should not be less than 3.0 kg/cm2. The result is similar to the results of crushing strength of tablets formulated with Plectranthus esculantus starch by Nep et al. (2013). This indicates that amura starch either native or modified form has better crushing strength when used for tablet formulation as a binder.
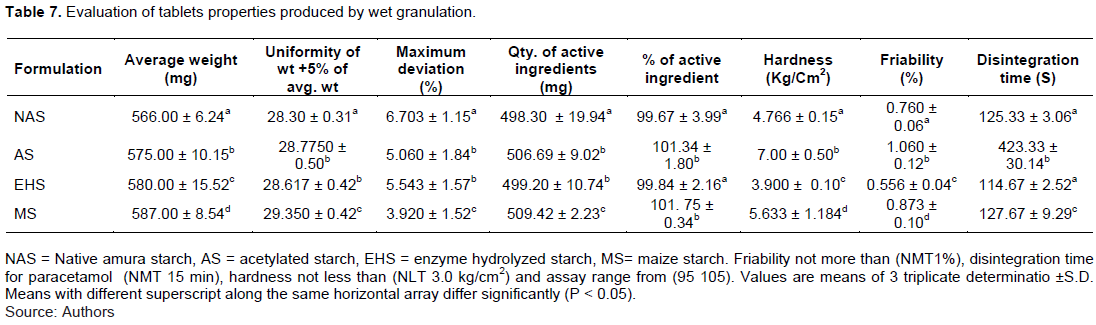
Friability (FR) is the measure of the weakness of tablet; it gives an indication of the likely edge damage that would occur when the tablets are handled during packaging, transportation and dispensing. The results in Table 7 indicate that there is significant difference in the mean value of the friability of NAS (0.760±0.068%), AS (1.060±0.121%), EHS (0.556±0.040%) and MS (0.873±0.1007%) at (P<0.05). However, AS have friability value above the limit as specified by British Pharmacopeia (2015) which state that friability should not be more than 1% for every tablet. These results show that the tablet formulated with both NAS and modified AS has very good binding properties when compared with the standard MS and other starches which are used conventionally as binders and disintegrant.
The results of disintegration time of tablets formulated with NAS, AS, EHS and MS are shown in Tablet 7. NAS has disintegration time of (125.33±3.06 s), AS (423.33±30.14 s), EHS (114.67±2.52 s) and MS (127.67±9.29 s). AS has the highest disintegration time which is significantly different from NAS, EHS and MS at P<0.05, the high value observed from AS is due to substitution of hydrophilic hydroxyl groups with hydrophobic acetyl groups, which make the starch more hydrophobic and prevents the formation of hydrogen bonding between hydroxyl group and water molecules. NAS and MS are statistically similar but significantly different from EHS at (P<0.05). However, EHS disintegrate faster than NAS, AS, and MS because of decrease in the amount of amylose in starch. The value of disintegration time for all the four batches are within the limit specified by British Pharmacopeia (2015). This implies that tablets formulated with NAS, AS, EHS and MS as binders all passed the disintegration test when compared with disintegration value of tablet formulated with standard maize starch. This invariably means that amura starch either native form or modified form is an excellent excipient to be used as a binder and disintegrant in Tablet formulation. These results are similar to the findings of Apeji (2015) which have a disintegration value ranging from 1 to 5 min.
The results of the dissolution profile of tablets formulated with NAS, AS, EHS, and MS as binder at different time interval are shown in Table 8. At 50 min the dissolution time of NAS and MS are statistically similar but significantly different from dissolution time of AS and EHS at P<0.05. The dissolution time of AS is significantly different from dissolution time of NAS, EHS, and MS at P<0.05, the dissolution time of EHS is significantly different from dissolution time of NAS, AS and MS at P<0.05. At 70 min, the dissolution time of NAS and MS are statistically similar but significantly different from dissolution time of AS and EHS at P<0.05. The dissolution time of AS is significantly different from NAS, EHS and MS at P<0.05, also EHS is significantly different from NAS, AS and MS at P<0.05. At 90 min the dissolution time of NAS, AS, EHS and MS is significantly different from one another at P<0.05. The dissolution efficiency (DE) which is the percentage of drug released after 50, 70 and 90 min was greater than 70% for NAS, EHS and MS except for AS whose dissolution efficiency at 50 min is less than 70% because of the lower disintegration time observed in AS. EHS dissolve faster than NAS, AS and MS. All the tablets passed dissolution test, based on British Pharmacopeia (2015) specification, which states a minimum of 70% drug should be released after 45 min. It can be observed from the results obtained that the dissolution of tablets formulated with NAS, AS, EHS and MS correspond with the disintegration-dissolution theory which proves that disintegration usually plays a vital role in dissolution process since it determines to a large extent the area of contact between the solid and the liquid media (Odeku and Itiola, 2006). This result is similar to the result of previous work done by Nawaz et al., 2018) on effect of thermal and chemical modification on the mechanical and release properties of paracetamol tablet formulated with corn, cassava and sweet potato starch.
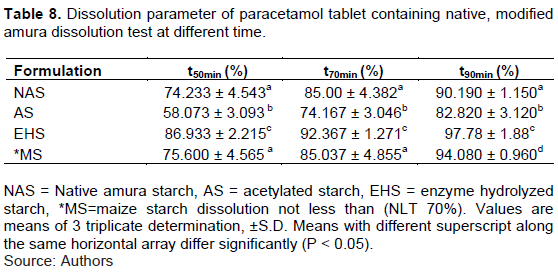
This shows dissolution value ranging from 70 to 90% which is similar to the dissolution value obtained from tablet formulated with native and modified amura starch at 50, 70 and 90 min. This implies that both native and modified amura starch are good binders and disintegrant in tablet formulation.
CONCLUSION
On the basis of the results from this investigation, it is clear that the modification processes were effective in changing the characteristics of the native amura starch (NAS). The acetylated starch (AS) and enzyme hydrolyzed starch (EHS) exhibited improved pasting characteristics, paste clarity, gelatinization temperature, viscosity, swelling capacity and freeze thaw stability. It also showed that the formulations of tablet using NAS and AS would be more useful in minimizing the problems of lamination and capping especially on high speed tableting compression machine with short dwell time for plastic deformation of materials while formulations of tablet using EHS as binder would be more useful when high bond strength of the tablet is desired. Thus, EHS disintegrate faster than NAS, AS and MS and therefore could be best used as a binder in tablet formulations. The result also reveal that the starch from T. involuncrata could compete favourably with maize starch BP as pharmaceutical excipients and could therefore serve as an alternative to maize starch BP as binders and disintegrants in tablets formulation owing to its appreciably values of swelling power, bulk density and solubility. This type of starch from novel source will reduce over dependent on corn starch, the cost of producing starch and minimize the competition on stable food crops like maize, cassava or potatoes.
CONFLICT OF INTERESTS
The authors have not declared any conflict of interests.
REFERENCES
|
Adane M, Endale A, Bultosa G, Abdel-Mohsen MG, Gebre-Mariam T (2006). Isolation and physicochemical characterization of Godare (colocasia esculenta) starch from Ethiopia. Ethiopian Pharmaceutical Journal 24(1):13-22. |
|
|
Adebiyi AB, Omojola MO, Orishadipe AT, Afolayan MO, Olalekan D (2011). Tacca starch citrate- A potential pharmaceutical excipient. Archives of Applied Science Research 3(6):114-121. |
|
|
Adetunji OA, Odeniyi MA, Itiola OA (2006). Compression, mechanical and release properties of chloroquine phosphate tabletscontaining corn and trifoliate yam starches as binders. Tropical Journal of Pharmaceutical Research 5(2):589-596. |
|
|
Aiyer PV (2002) Amylases and their applications. African Journal of Biotechnology 4(13):1525-1529. |
|
|
Alderborn G (2002). Tablets and compaction, In: Aulton, M.E., (Ed), Pharmaceutics: The science of dosage form design, 2nd edition. Churchill Livingstone, New York pp. 397-440. |
|
|
Alderborn G (2003). A novel approach to derive a compression parameter indicating effective particle deformability. Pharmaceutical Development and Technology 8(4):367-377. |
|
|
Apeji YE (2010). Tabletting properties of microcrystalline starch derived from cassava (Manihot esculenta Crantz) starch by Enzymatic hydrolysis using α- amylase enzyme. Msc Thesis. Ahmadu Bello University, Zaria. |
|
|
Apeji YE (2015) Tabletting properties of microcrystalline starch derived from cassava (Manihot esculenta Crantz) starch by Enzymatic hydrolysis using α- amylase enzyme. Msc Thesis. Ahmadu Bello University, Zaria. |
|
|
Attama PO, Nnamani IK, Mbonu MU, Adiku (2003). Effect of hypochlorite oxidation on the physicochemical properties of gladiolus starch. Journal of Pharm and Allied Sciences 1(1)2:8-35 |
|
|
Aulton M (2007). Design and Manufacture of medicine.3rd edition pp. 440-481. |
|
|
Balasubramanian S, Sharma R, Kaur J, Bhardwaj N (2011) Characterizationof modified pearl millet (Pennisetum typhoides) starch. Journal of Food Science and Technology 51(2):294-300. |
|
|
British Pharmacopoeia (2001).Majesty's Stationary Office, London P 1576. |
|
|
British Pharmacopoeia (2015). complete edition. Vol. I and IV: Her Majesty's Stationary Office, University of press, Cambridge. |
|
|
Builders M, Emeje OO, Kunle (2001). Some physico - chemical properties of cyperus starch - A potential pharmaceutical excipient. Journal of Pharmaceutical and Allied Sciences 2(1):138 -144 |
|
|
Copeland L, Blazek J, Salman H, Tang MC (2009). Form and functionality of starch. Food Hydrocolloids 23(6):1527-1534. |
|
|
Department of Biological science, Botany gaurden Al- Qalam University Katsina ,(2020). Identification and characterization of plants. |
|
|
Hoover R, Manuel H (1996). A comparative study of the physicochemical properties of starches from two lenti cultivars. Food Chemistry 53(3):275-284. |
|
|
Ibezim EC, Ofoefule SI, Omeje EO, Onyishi VI, Odoh UE (2008) The role of ginger starch as a binder in Acetaminophen Tablets. Scientific Research and Essay 3(2):46-50. |
|
|
Joshi AA, Neves S (2005). From commodities to specialized excipients. Pharmaceutical Technology pp. 68-71. |
|
|
Kunle OO, Ibrahim YE, Emeje MO, Shaba S, Kunle Y (2003). Extraction, Physicochemical and Compaction properties of tacca starch- a potential pharmaceutical excipient. Starch 55(7):319-325. |
|
|
Lawal OS, Lechner MD, Hartmann B, Kulicke WM (2007). Carboxymethyl cocoyam starch: synthesis characterization and influence of reaction parameters. Starch/Stärke 59(5):224-233. |
|
|
Lindeboom N, Chang PR, Tyler RT (2004). Analytical, biochemical and physicochemical aspects of starch granule size with emphasis on small granule starches: a review, Starch/Stärke 56(3-4):89-99. |
|
|
Marchquin CI (2013), Isolation, Modification and Characterization of Sweet Potato (Ipomoea batatas L (Lam)) Starch. Journa of food processing and Technology 4(1):1-6. |
|
|
Mitsunaga T, Kawamjura Y (2005). Functional of starch granules in milling fractions of barley starches poly 59(1):11-17. |
|
|
Moorthy SN (2002). Physicochemical and functional properties of tropical tuber starches. Starch/Starke 54(12):559-592. |
|
|
Muazu J, Musa H, Isah AB, Bhatia PG, Tom GM (2011). Extraction and characterization of Kaffir potato starch: a potential source of pharmaceutical raw material. Journal of Natural Product and Plant Resources 1(2):41-49. |
|
|
Muhamedbegovi? B, Šubari? D, Babi? J, A?kar ?, Jaši? M, Keran H, Budimli? A, Matas I (2012). Modification of potato starch. |
|
|
Newman AW, Vitez IM, Kiesnowski C, Mueller RL (1996). Starches and starch derivatives. In: Swarbrick, J., Boylan, J.C. (eds), Encyclopedia of Pharmaceutical Technology, Marcel Dekker, New York 14:223- 248. |
|
|
Nawaz H, Shad MA, Saleem S, Khan, MUA, Nishan U, Radhid T. (2018). Characteristics of starch isolated from microwave heat treated lotus (Nelumbo nucifera) seed flour. International Journal of Biological Macromolecules 113:219-226. |
|
|
Nep EI, Patricia OO, Ndidi C, Ngwuluka, Olorunfemi PO, Ochekpe NA (2013). Pharmaceutical properties and application of a natural polymer.Journal of polymers. |
|
|
Okunlola A, Patel RP, Odeku OA (2010). Evaluation of freeze-dried pregelatinized Chinese yam (Dioscorea oppositifolia) starch as a polymer in gastroretentive metformin microbeads. Journal of Drug Delivery Science and Technology 20(6):457-465. |
|
|
Odeku OA, Itiola OA (2006). Compaction properties of three types of starch. Iranian Journal of Pharmaceutical Research 1:17-23. |
|
|
Oduro I, Ellis WO, Aryeetey SK, Ahenkora K, Otoo, JA (2000).Pasting characteristics of starch from new varieties of sweet potato. Tropical Science 40(1):25-28. |
|
|
Olorunsola EO (2011). Evaluation of binding and compaction properties of Acid hydrolysed starch from sweet potatoes in Chloroquine Tablets formulation. M. Sc. Thesis. Ahmadu Bello University. Zaria. Nigeria. |
|
|
Raji MKC, Sindhu P (2000). Properties of steam-treated arrowroot (Marantaarundinacea) starch. Starch - Stärke 52(12):471-476. |
|
|
Ramu P, Deshpande SP, Senthilvel S, Jayashree B, Billot C, Deu M, Anada R, Hash CT (2010). Silco mapping of important genes and markers available in the domain for efficient sorghum breeding.Mol. Breed 26:409-418. |
|
|
Roper H (2002). Renewable raw materials in Europe - industrial utilization of starch and sugar, Starch/Stärke 54(3-4):89-99. |
|
|
RoweRC, Sheskey PJ, Quinn M. (2009). Handbook of Pharmaceutical Excipients Pharmaceutical Press. UK 6th Edition. |
|
|
Zeng Shaoxiao S, Chen B, Zeng H, Guo Z, Lu X, Zhang Yi, Zheng B (2016). Effect of Microwave Irradiation on the Physicochemical and Digestive Properties of Lotus Seed Starch. Journal of Agricultural and food chemistry 64(12):2442-2449. |
|
|
Srichuwong S, Sunarti TC, Mishima T, Isono N, Hisamatsu M (2005). Starches from different botanical sources II: Contribution of starch structure to swelling and pasting properties. Carbohydrate polymers 62(1):25-34. |
|
|
Steve J (2004). Improving starch for food and industrial applications, Current Opinion in Plant Biology 7(2):210-218. |
|
|
Thiewes, HJ, Steeneken, PAM (1997). Comparison of the Barbender Viscograph and the Rapid Visco-Analyser. 1. A statistical evaluation of pasting profiles. Starch/Stärke, v.49:85-92. |
|
|
Williams PC, Kuzina FD, Hlynka I. (1970).A rapid colorimetric procedure for estimating the amylose content of starches and flours. Cereal Chemistry 47:411-420. |
|
|
Xie X, Liu Q (2004). Development and physicochemical characterization of new resistant citrate starch from different corn starches. Starch?Stärke 56(8):364-70. |
|
|
Yiu PH, LOH SL, Rajan A, Wong SC, Bong CFJ (2008). Physicochemical properties of sago starch modified by acid treatment in alcohol. American Journal of Applied Sciences 5(4):307-311. |
|
|
Zheng GH, Han HL, Bhatty RS (1999): Functional properties of cross - linked and hydroxyl propylation waxy hull - less barley starches. Cereal Chemistry 76(2):182-188. |
|
Copyright © 2024 Author(s) retain the copyright of this article.
This article is published under the terms of the Creative Commons Attribution License 4.0